
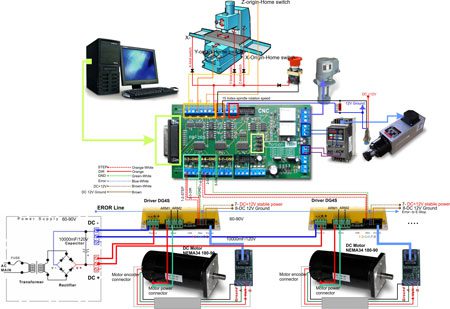
MAIN konektor drajvera povezujete pomoć UTP-8 kabla sa konektorima za odgovarajuću osu, i sa regulisanim napajanjem od 12VDC.U ovom slučaju, povezujete kontakte 1,2 i 3 MAIN konektora, sa STEP,DIR i GND kontaktima na interfejsu.Kontakte 7 i 8 koristite za + i – 12VDC napajanje drajvera.
Enkoder povezujete preko konektora ENCODER na drajveru , i Enkoder adaptera , koristeći UTP-8 kabli sa dva konektora. (U ovom slučaju , na motoru je instaliran rotacioni HEDSS HKT30 enkoder sa naponskim izlazom (500 linija), te je potrebno upotrebiti Enkoder adapter ). Na drugoj strani adaptera spajate kabli enkodera (koji dobijate uz enkoder) i to redosledom kao na slici (Crna, Zelena,Crvena,Bela, Žuta ostaje slobodna).
POWER konektor drajvera povezujete sa napajanjem. Vodite računa o polaritetu. Ukoliko imate slabiji presek kabla ili veću dužinu, možete koristiti po dva kabla za svaki pol. Vodite računa da svaki drajver mora imati svoj kabli do napajanja
DC MOTOR možete takođe povezati sa po dva kabla ukoliko je presek mali, ili veća dužina. Bitno je izabrati ispravan polaritet. U našem slučaju prva je Crvena, pa Zelena boja kabla.Napomena: Ne uključivati drajveru bez priključenog motora.
HOME i LIMIT prekidače možete povezati na više načina. Mi smo povezali za svaku osu po jedan senzor(induktivni prekidač) koji nam označava ujedno Home i Limit poziciju (na pinove 13,12 i 11), i još po jedan za svaku osu, koji ima funkciju Limit prekidača, i koje smo preko dioda vezali u jedno čvorište na pin 10,( koji inače koristi E-Stop prekidač).Na slici možete videti električnu šemu spajanja.

OBRADNI MOTOR možete pokrenuti i regulisati mu brzinu obrtanja pomoć interfejsa PB-2RS i softwera (u ovom slučaju Mach3). Povežite kontakte NO i COM releja 1interfejsa sa MI1 i DCm na inverteru kako bi ste uključivali i isključivali obradni motor u desnom smeru (FWD-STOP). Kontakte 0-10V (Spindle) povežite sa AVI i ACm na inverteru. Podesite inverter za opciju komandi preko ekternog terminala u grupi 2 (02.00 i 02.01)
Potrebno je izvršiti i podešavanje u MACH-u . Kombinacijom na preklopnicima JP1-4 izvršili pripreme za osnovnu upotrebu interfejsa . Ukoliko želite da kontrolišete brzinu obradnog motora direktno iz Mach-a, kratkospojnike na JP1 i JP2 postavite u položaj 2-3. Ukoliko imate dodatni uređaj koji želite da kontrolišete direktno iz MACH-a, naprimer pumpa za hlađenje ili ATC , na preklopniku JP3 postavite kratkospojnik na 2-3- Time ste omogućili da drugi relej uključuje to kolo. Ukoliko želite da iz MACH-a upravljate Enable funkcijom ( U Machu je to taster RESET), i osposobljavate i neosposobljavate drajvere , kratkospojnik na JP4 postavite u položaj 2-3. Ukoliko umesto ovih funkcija želite više slobodnih izlaznih pinova , naprimer za 5-tu osu ili slično, kratkospojnike po potrebi postavite u položaj 1-2.
Posle osnovnog konfigurisanja MACH-a ,pristupite konfigurisanju spindle motor izlaznih pinova. Biramo Config>Ports and Pins
| Motor Outputs |
 |
| Input Signals E-Stop, po potrebi i Index (za kontrolu brzine obradnog motora) |
 |
| Output Signals |
 |
| Podešavanje obradnog motora |
| Kao prvo, potrebno je u Config>Motor Tuning, Axis Selection>Spindle podesiti STEP i VELOCITY karakteristike.Njih izračunavamo na osnovu karakteristika obradnog motora, na sledeći način. Recimo da upotrebljavamo obradni motor sa 18000 obrtaja, bez redukcije. Brzinu obrtanja motora u sekundi izračunavamo Vobr/S= 18000/60= 300 obr/S STEP per= 10000Hz/300 = 33,33 (1/Obr) VELOCITY=18000 ACCELERATION=Standardna kriva ubrzanja Ovakvim podešavanjem, dobili smo napan na izlazu SPINDLE koji iznosi 1V/1000Hz. To znači, da ako želimo brzinu obrtanja motora 9000 Obr/min, napon na izlazu treba biti 5VDC, odnosno 10VDC za 18000 obr/min. |
 |
Podesite karakteristike obradnog motora u Config>Ports and Pins>Spindle Setup u Motor Control (Prethodno ste u Motor Outputs aktivirali Step Pin 16). Na istom tabu podesite Output 1 (M3) koji će da Vam uključuje rele 1 , a on dalje FW funkciju na AC inverteru (Start i smer). Output 2 |
|
 |
| Kontrola brzine obradnog motora Teknomotor 0,75 Kw, 18.000 Obr/min preko interfejsa PB-2RS i invertera N50 |

Ukoliko želite da sinhronizujete brzinu obrtanja glavnog vretena sa kontrolerom (MACH) , stavite u funkciju INDEX pin (Input Signal) i čekirajte Closed Loop Control na Spindle Setup tabu. Time ste omogućili povratnu spregu, samim tim i tačnu kontrolu brzine vretena (mogućnost rezanja navoja i sl.). Kao senzor koristimo induktivni senzor za daljinu.
 |
 |
Povratna sprega u regulaciji brzine vretena Vam je potrebna kada želite da precizno regulišete brzinu direktno iz softvera. Primenjuje se i kod sinhronizacije sa posmakom, naprimer kod rezanja navoja, ili ako želite da brzinu održavate konstantnom bez obzira na opterećenje.
Pogledajte detalje klikom na sliku ispod
